Process
The Friction Welding process, is defined in the American Welding Society Abstract,
Recommended Practices for Friction Welding:
"In the direct drive variation of friction welding, one of the workpieces is attached to a motor driven unit, while the other is restrained from rotation. The motor driven workpiece is rotated at a predetermined constant speed. The workpieces to be welded are moved together, and then a friction welding force is applied. Heat is generated as the faying surfaces (weld interface) rub together. This continues for a predetermined time, or until a preset amount of upset takes place. The rotational driving force is discontinued, and the rotating workpiece is stopped by the application of a braking force. The friction welding force is maintained or increased for a predetermined time after rotation ceases (forge force)."
| |  | | 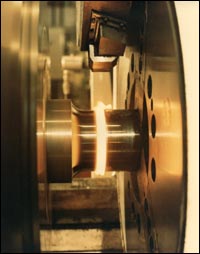 | |  | | |
Phase 1
Low temp interface heat cycle by spinning one component against another stationary component.
| |
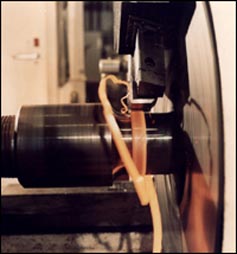
Phase 2
Solid forging cycle showing displaced plastic state material when final axial forging force is applied
| |
Phase 3
Plastic state flashing is removed easily, even for hardenable materials that would otherwise require grinding
|
Friction welding is a low temperature, solid state welding process producing repeatable, CNC controlled high quality weld joints. Interface temperature is raised to a plastic state level through friction by spinning one part against another, and then applying a forging force to bond the weldment.
By producing a full cross-sectional surface forging, our process yields a very high strength, low stress weld with no porosity, and, in most cases, eliminates the need for costly pre-machining. Joint strength is equal to parent material strength. Another principal advantage of friction welding is that it allows for the joining of dissimilar materials such as steel to stainless steel, aluminum to steel or copper, and a host of other combinations using various materials that are not weldable through traditional methods.
Unlike other methods, please note that our process is low temperature(plastic state versus liquified metal as per traditional welding) and has a very small heat-affected zone. Material micro-structure and most material properties are maintained as well. Only solid, internal material exists across the interface with no third alloy added. Many material combinations that are not consider weldable can be joined by our process, all without the use of fillers, or field gasses. Also, we are able to remove the flash (the plastic state material displaced during forging) while it is still soft and pliant during the process cycle even when hardenable materials are used, thus eliminating costly grinding.
History of Friction Welding
According to the American Welding Society, the origins of friction welding date back to 1891, when the first patent on the process was issued in the USA. More work progressed throughout Europe as more patents were issued from 1920 to 1944, and in the USSR in 1956. In the 1960's, friction welding was further developed in the USA by AMF, Caterpillar, and Rockwell International. Rockwell built its own machines to weld spindles to truck differential housings, AMF produced machines to weld steering worm shafts, and Caterpillar’s machines welded turbochargers and hydraulic cylinders
|



